I have recently been tuning and updating a couple printers I built for a school in 2014…mostly they have been solid with few issues but it was time to give them the design updates which I have been amassing over the years.
Back when I first built them I printed some of the very talented designer Loubie’s (Louise Driggers) designs.
https://www.thingiverse.com/thing:246198
As you can see the machines printed well…even back then using an old slicer (; generated by Slic3r 0.9.8 on 2014-05-25 at 11:16:43)
So I figured I would print off the same gcode now on the same printer just to test it.
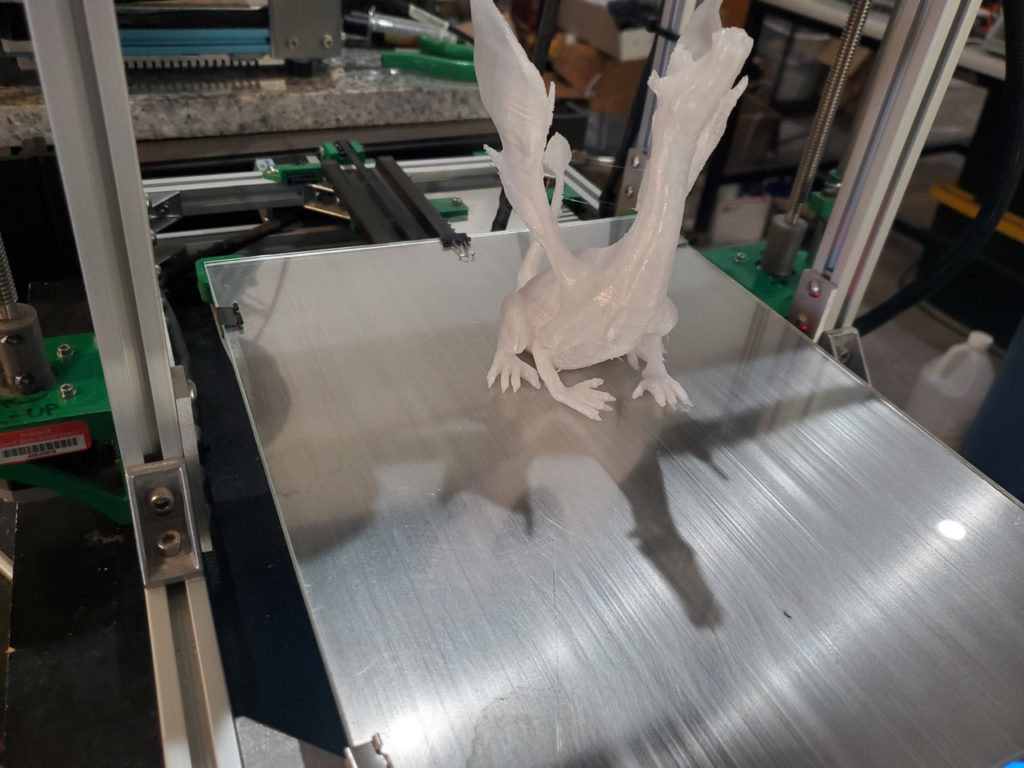
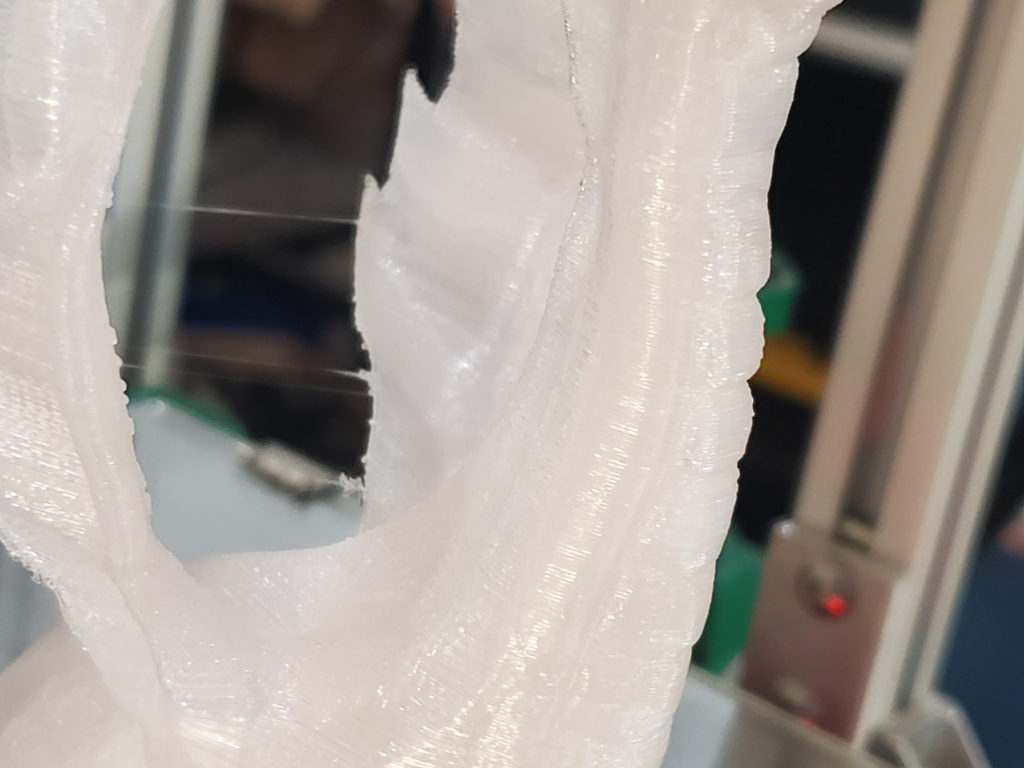



Had a little glitch on the right arm there…looks like an injury was sustained but I suspect that is due to the low infill and perimeter count. If I were to reslice this today I would likely use more than 1 perimeter and higher infill percentage. Maybe a bit lower speed in that area may help as well but who knows.
Still an old moving bed printer but when you build them with solid parts they last for decades.
Machine info:
Printer name: GM (heavily modified Mendelmax pro)
Linear motion: PBC GST rails, GT2 belts and pulleys with 1.8deg/step motors, PBC leadscrews for Z
Electronics: Smoothieboard 4xc with Reprapdiscount GLCD and 24v psu
Hotend: Jhead Mk-VB with a .4mm nozzle and 2.85mm filament
Print info:
layer_height = 0.3
perimeters = 1
top_solid_layers = 3
bottom_solid_layers = 3
fill_density = .1
perimeter_speed = 75
infill_speed = 80
travel_speed = 120
scale = 1
nozzle_diameter = 0.4
filament_diameter = 2.88
extrusion_multiplier = 1
perimeters extrusion width = 0.55mm
infill extrusion width = 0.55mm
first layer extrusion width = 0.55mm